以下是:51*2不锈钢复合管的产品参数
| 品牌 | 润达 |
|---|
| 材质 | 304 201 |
|---|
| 规格型号 | 76*3 63*2.5...... |
|---|
| 厂家 | 润达 |
|---|
| 定制 | 可定制 |
|---|
| 表面处理 | 亚光 拉丝 亮光 |
|---|
51*2不锈钢复合管,四川省遂宁市润达不锈钢复合管生产制造厂家专业从事51*2不锈钢复合管,联系人:王经理,电话:13666352803、13666356558,QQ:770942940,发货地:开发区工业园发货到遂宁,以下是51*2不锈钢复合管的详细页面。 四川省,遂宁市 遂宁市是巴蜀文明的重要组成部分,中国观音文化重要的发祥地,被誉为“中国观音文化之乡”;东晋永和三年(347年),桓温平蜀后,置遂宁郡。寓意“平息战乱,遂得安宁”而得名。历为郡、州、府、专署和县的治所,1985年,设立遂宁地级市,有“东川巨邑”“川中重镇”“文贤之邦”“东蜀都会”之称;孕育了陈子昂、王灼、黄峨、张鹏翮、张问陶等历史名人;始建于隋代的灵泉寺、唐代的广德寺历为中国皇家禅林和观音朝觐地。境内旅游景点众多,包括中国死海、宋瓷博物馆、龙凤古镇等人文景观。
不要错过这部精心制作的51*2不锈钢复合管产品视频!仅仅一分钟的时间,您将能够领略到我们产品的卓越品质和出色设计,发现更多令人心动的细节。
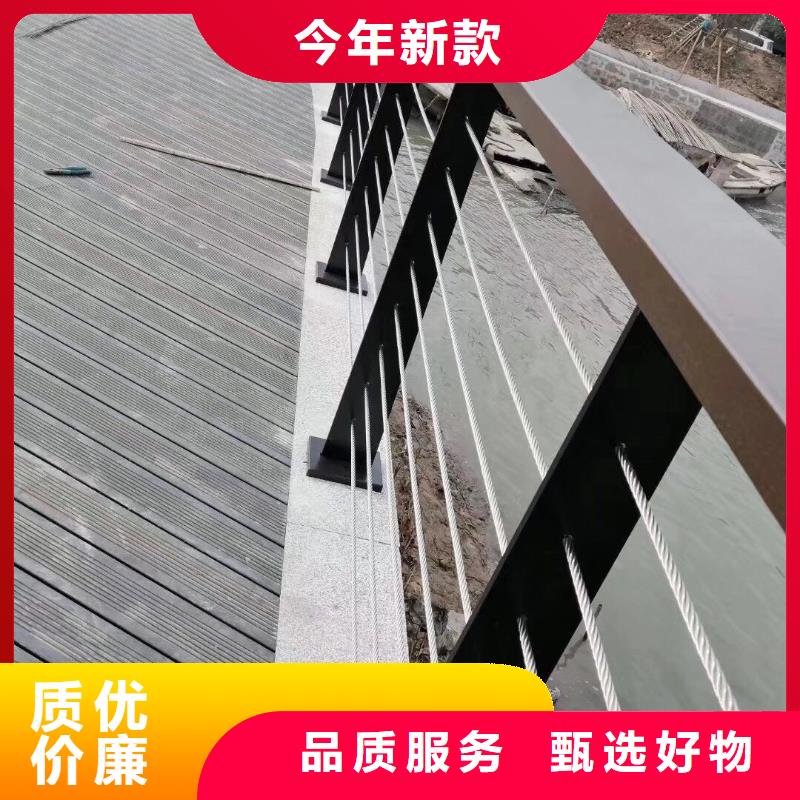
以下是:51*2不锈钢复合管的图文介绍
遂宁润达不锈钢复合管生产制造厂家凭借现代的管理模式安定 道路防撞护栏质量、雄厚的技术力量、合理的 道路防撞护栏价格、优质的服务、加上新老客户的关心和支持,使本公司迈上了新的台阶,在激烈的市场竞争中,敢于争先、奋勇直前。


不锈钢复合管护栏焊接要领
1.采用带有高频、脉冲装置的氩弧焊机焊接,气体保护措施与焊纯不锈钢一样,钨极焊针用Ф1.6㎜,焊丝用Ф0.8~Ф1.2㎜,牌号HOCr2NN(即304焊丝),焊接电流点焊时可稍大40~50A,连焊时控制20~40A,焊接速度一般15~25㎝/min。焊接时要保护气体为氩气,纯度为99.99%。当焊接电流为50~50A时,氩气流量为8~0L/min,当电流为50~250A时,氩气流量为2~5L/min。钨极从气体喷嘴突出的长度,以4~5mm为佳,,在角焊等遮蔽性差的地方是2~3mm,在开槽深的地方是5~6mm,喷嘴至工作的距离一般不超过5mm
2.将对焊处两端磨坡口,为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80~85°角,填充焊丝与工件表面夹角应尽可能地小,一般为0°左右。。
3.采用低电压小电流(20A~30A),氩气调节到0.5Mpa左右,对层焊接(两次焊接均采用氩弧焊),在焊接过程中,若发现穿孔,咬边等缺陷,说明电流偏大,可调小。如管材焊不透,则电流偏小,可适当调大。其余如“╗”型或“╦”型的焊接法同焊纯不锈钢差不多,主要是坡口要好配合恰当,不要太大,一般在1㎜之内间隙。
4.复合管焊好后,先用砂轮片打磨,再用80~320目的千页轮磨平,如有需要再用布轮加腊抛光即可。因复合管表层薄壁管经验较丰富的工人在半天内即可掌握焊接要领.。


不锈钢复合管护栏镀锌层己有防锈功用,并且一般装置方法是用螺纹衔接的,一般不必再刷防锈漆,除非采用非常规的工艺衔接,如焊接等,就需要把受损坏镀锌层的那部位刷防锈漆。不锈钢复合管护栏镀锌今后,外表覆盖了一层锌的涂层,使不锈钢复合管护栏和大气隔了开来,避免了大气对不锈钢复合管护栏的直接触摸和锈蚀,了维护。而锌在不锈钢复合管护栏外表的涂层,由于锌的化学活性比较强,常温下在空气中就会形成薄而细密的一层碳酸锌,维护锌本身不会被氧化。因而镀锌管,不管是表层的锌仍是不锈钢复合管护栏本身都了维护,不会生锈,不需要刷防锈漆。只有当镀锌层被损坏,(比方不锈钢复合管护栏焊接,接头处涂层焚毁),不锈钢复合管护栏于空气傍边,失去了镀锌层维护,此刻才需补刷防锈漆。


51*2不锈钢复合管_四川省遂宁市润达不锈钢复合管生产制造厂家,固定电话:13666356558,移动电话:13666352803,联系人:王经理,QQ:770942940,开发区工业园 发货到 四川省遂宁市。
![[遂宁]润达不锈钢复合管生产制造厂家名片](http://ypmimg.sys00.com/UploadImg/2031/new_card.jpg "[遂宁]润达不锈钢复合管生产制造厂家名片")